
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验






电 话:13358008165
传 真:0512-52090432
邮 箱:626558843@qq.com
网 址:www.zoo-manager.com
地 址:江苏省苏州市常熟市辛庄镇光华工业园22号
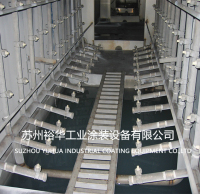
电泳涂装设备出现的一些问题剖析和解决
1)管式挂具存在砂眼或焊缝渗漏,在脱脂工序脱脂剂将内腔充满,液体受气压和水的表面张力效果,不能天然流出,后道工序的液体也不能进入,至电泳时经电解,脱脂剂释放至电泳槽。

2)链式挂具的各环间因重力拉伸,构成内腔,在脱脂槽将其灌满,因环节间空隙一般在0.1~0.2 mm,在毛细效果下,脱脂液无法靠重力沥出,即便延长沥水时刻也无效果,经水洗、磷化、纯水洗时不能天然流出,进入电泳槽后,经电解溢出,和电泳漆反响构成漆挂,部分漆挂进入电泳槽,构成漆渣(如:间歇式车架涂装线)。
3)工件的夹层、工件长度过长,或有些工件挂装过于平直,前后没有一定的歪斜。特别是浸式或喷浸结合的涂装线,工件进入后序处理槽前,工件随轨迹向下歪斜,将工件变成导流器,所携液体进入下道工序,前处理采用喷淋的涂装线,工件进电泳槽时,此现象同样存在。
4)脱脂剂蒸气凝聚于悬链、挂具上方,挟至纯水段,因喷嘴的角度、喷发压力、工件折射等原因,纯水将其溶解,稀释后滴至工件或顺挂具流下,部分进入纯水洗。
5)某些工件未按特定方法、角度或未运用专用挂具,构成工件兜水。
6)因挂具上附着杂质浓度较高液体(残存的脱脂剂或磷化液)),在电泳过程中,该部位经剧烈电解反响,电泳漆固化,构成蜂窝状漆渣,紧附于挂具,再次出产运用时,在脱脂工位,碱性脱脂液将其蜂窝状空隙灌满,直至电泳时在电解的效果下将其释放出来,污染槽液,且漆渣进一步变大。部分漆渣进入电泳槽,构成颗粒,若不及时清理睬构成往复的污染。
7)各工序控水时刻过短。






 地址:江苏省苏州市常熟市辛庄镇光华工业园22号
地址:江苏省苏州市常熟市辛庄镇光华工业园22号 电话:0512-52090432
电话:0512-52090432 邮箱:626558843@qq.com
邮箱:626558843@qq.com